




1. 排版軟體多數同時具備繪圖、排版及轉程式功能,使用時要有硬體Key安裝於電腦後面,才能啟動。
2. 機械製造商所開發的排版軟體,只能轉出自家品牌切割機能讀取的切割程式。
3. 軟體設計商所開發的排版軟體,能轉出不同品牌切割機能讀取的切割程式。但轉出品牌愈多,費用也愈高。如世新科技公司NEWCAM-LASER;伸遠公司代理的以色列軟體Metalix cnckad CAD/CAM。
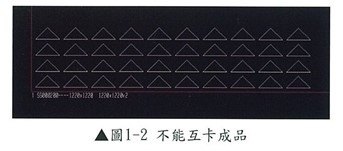
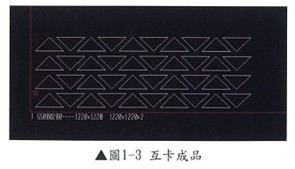
4. 排版軟體的排版操作方式不同,好壞差很多,會影響作業時間甚巨。例如成品(工件、零件)之間只能以區域相間隔,不能互相卡入,影響母材的使用率。圖1-1代表零件與其區域的關係:區域是包圍零件的矩形。圖1-2代表三角形零件只能用區域排版,使用母材較大。圖1-3用相同三角形零件排版,因為能夠互卡,使用母材較少。

5. 通常是將多張工單分類,相同材質與板厚的工單集中在一起排版。
6. 要了解工廠內常用的材料種類及大小。例如常有庫存4呎X4呎的板材,若要使用4呎X8呎的板材則要叫料,待廠商送料進廠,等幾天才會到。
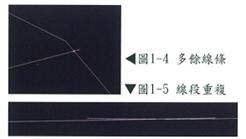
7. 排版軟體有的會偵測非封閉線條、多餘線條(圖1-4、1-5)、線段重複、和無意義的線條,必須要處理。
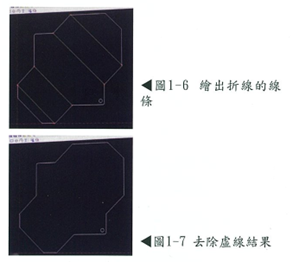
8. 排版者需判斷線條是否合理與需要性,進行整修工作。例有些有意義的線條(如代表折線的虛線,圖1-6),經判斷可以去除(靠折床後定規折曲時,不需畫線,圖1-7),就要處理,以免增加雷切時間。
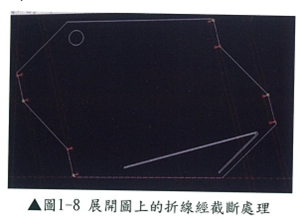
9. 有的外形不規則,母材無法靠後定規折曲,必須對線折曲,展開圖上的整條折線,會讓後續轉程式時產生問題,可以做線條截斷(圖1-8),留下兩端的線段,做雷射雕刻的處理,注意畫線的線條不可超出外輪廓線。
10. 切割時不會切到母材外邊界,會在母材留邊,即天、地、左、右,零件排版於綠色邊界內(圖1-9)。
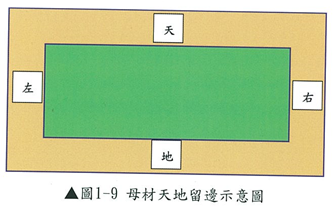
11. 排版時要知道使用的切割是否有夾爪,以控制天、地、左、右的大小設定。
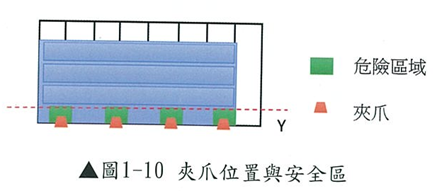
12. 切割機有夾爪,要知道夾爪的位置,以利雷射閃避夾爪危險區域(死區),排版時畫安全線(紅色虛線),安全線以上區域是切割安全區(圖1-10)。
13. 若要用餘料切割,最好到現場了解餘料情況,若有合適者再排版。
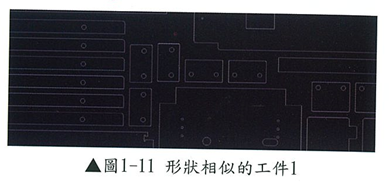
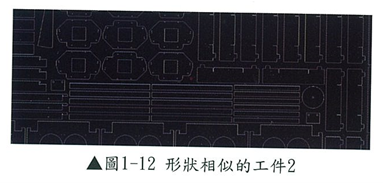
14. 形狀太相似的工件儘量不要排在同一張母材上(圖1-11,1-12),以免分料時難以分辨。
15. 每個工件除了規定數量外,可考慮後續加工失敗(如折床折壞)、事後補追加數量、母材還有利用空間等因數,可以多增幾個工件當備料,減少日後補料的困擾。
16. 先排大工件,再排小工件。/p>
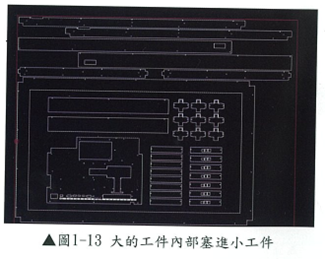
17. 大的工件內部如果有大塊廢料,可以變成小工件的母材,節省材料(圖1-13)。
18. 切割時,母材受熱膨脹脹愈大,雷射頭撞到膨脹金屬板機率大增。
19. 切割長度愈長,母材吸熱愈多,受熱膨脹愈大。
20. 材料愈薄,受熱膨脹愈大。
21. 兩工件間的距離愈近,受熱膨脹愈容易。
22. CO2雷射比光纖雷射易使材料受熱變形,零件間最小距離也需大一點。
23. CO2雷射比光纖雷射的割縫大,零件間最小距離也需大一點。
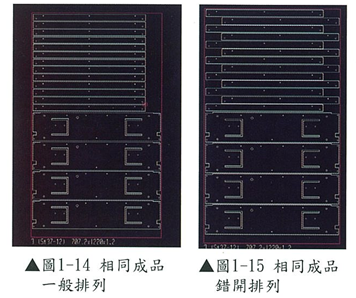
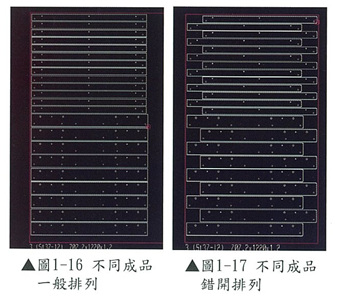
24. 相同的成品錯開,可減少受熱膨脹,避免雷射頭撞到膨脹的金屬板。圖1-14及1-16是一般排列,圖1-15及1-17是母材仍有餘料可供錯開排列。
25. 切割成品外形的路徑,必定是封閉線條,否則後續轉程式或切割時,會偵測錯誤而出現狀況。
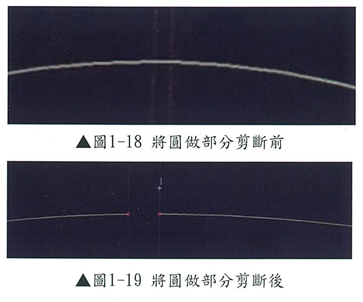
26. AMADA雷射切割機,要非封閉線條才能做雷射畫線。例如圓形要做雷射畫線,必須做剪斷(圖1-18,1-19),變成非封閉線條。
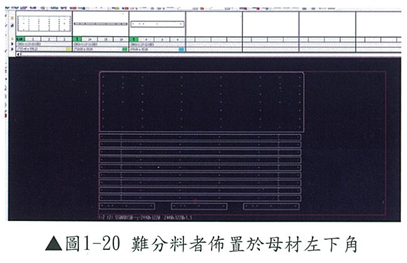
27. 排版最後是將小成品、難分料者佈置於母材左下角(圖1-20),以利雷射切割人員取料。
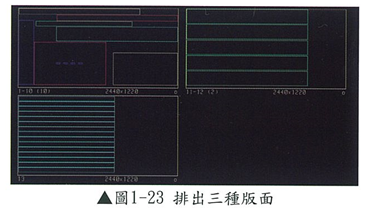
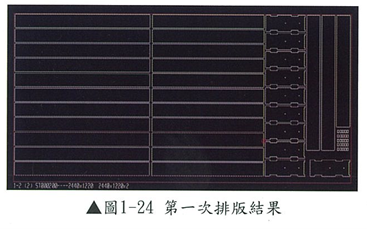
28. 儘量做出最少版面(圖1-24至1-26),以利節省轉程式及切割時間。
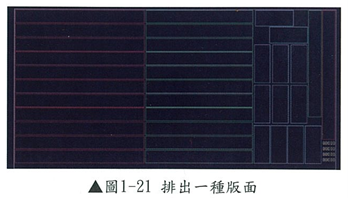
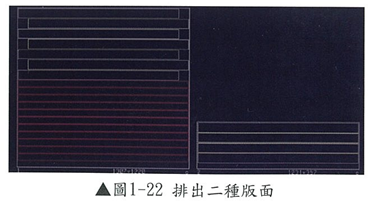
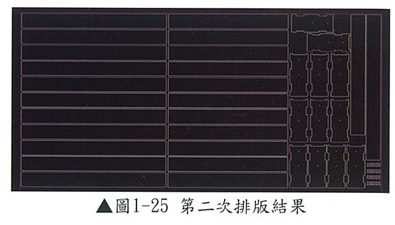
29. 排版的結果會因人、時而異,不會大家排的都一樣(圖1-24,1-25)。
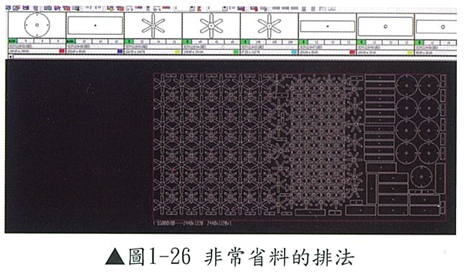
30. 排得很密,雖然可以省料,監督者不會批評。但是很密代表零件間距離很近(圖1-26),材料受熱變形造成雷射頭撞到機會大增,會影響雷射切割的時間,或是因切壞重做而浪費更多材料。
31. 能夠了解切割人員的工作習慣,做排版時的參考。
