雷射加工
ENGLISH
首頁
關於我們
產品實績
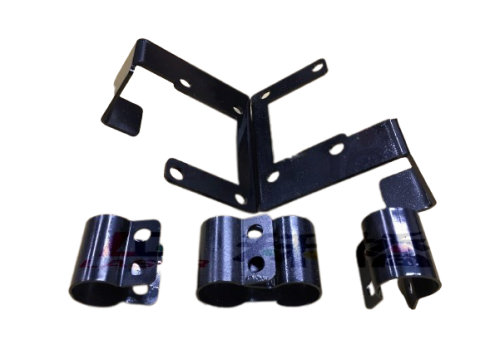
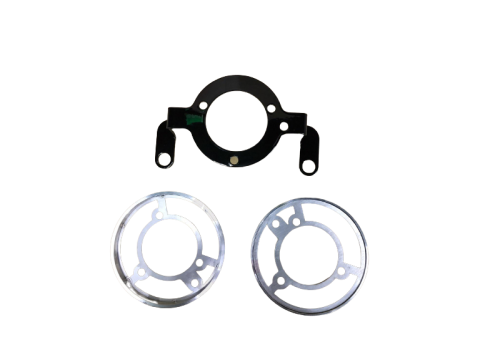
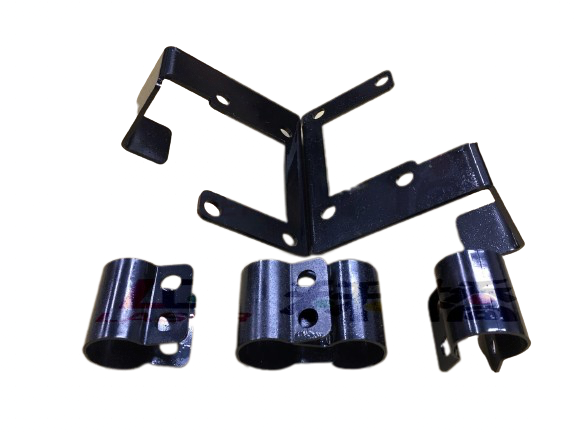
CNC車銑、彈片支架、LCD、沖壓金屬製品
半導體設備骨架板金
工業電腦、伺服器、骨架箱體
自動化檢測設備骨架鈑金
醫療生技、汽車通信器材設備板金箱體
多媒體監視器、藝術創作金屬
電子、機械骨架鈑金外罩
精密機械骨架外罩鈑金
不鏽鋼、鋁機殼鈑金
生產設備
線上詢問
關於雷射
雷射加工
雷射加工
首 頁
雷射加工
本文內容提要:
1、什麼是雷射加工?
2、為什麼選擇本公司的雷射加工服務?
3、公司雷射加工實績展示
4、雷射加工常見材質
5、雷射加工的優缺點
6、本廠雷射加工相關生產設備展示
7、瞭解更多雷射加工知識
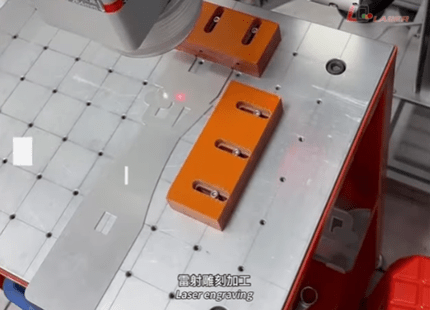
什麼是雷射加工技術?
雷射加工是一種使用高能量雷射光束對材料進行切割、雕刻和銘記的過程,雷射加工廣泛應用於不同行業的製造技術,主要用於對各種材料進行高精度的切割、雕刻、打孔和標記。
雷射加工是現代製造和設計領域不可或缺的技術,它們提供了高度精確、靈活且可靠的製造解決方案,適用於各種不同的應用領域。我們以其快速交貨和客製化訂單服務,成為了客戶值得信賴的合作夥伴,我們不僅僅提供高效率和靈活性,還確保每個訂單都能達到最高標準。
為什麼選擇本公司的雷射加工服務?
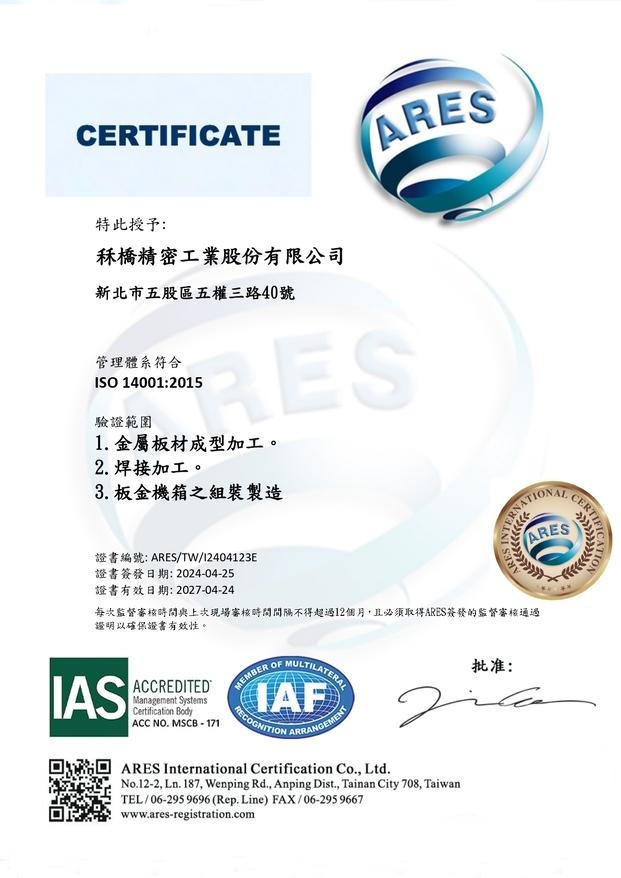
擁有ISO9001、ISO14001認證之合格加工廠商
More
ISO 14001:2015
More
ISO 14001:2015
More
ISO 9001:2015
More
ISO 9001:2015
擁有先進的雷射加工等設備
涉及領域廣泛:
我們的雷射加工不僅僅是切割材料,更是開啟創造無限可能的大門,無論您是在建築、製造、或藝術設計方面,我們的專業團隊將幫助您實現您的最具挑戰性的項目,擁有最先進的雷射加工設備,能夠處理各種材料,無論是金屬、塑料還是有機材料,都能輕鬆應對。
快速交貨-時間的重要性:
我們明白您的項目可能有嚴格的時間要求,需要在緊急情況下獲得所需的產品,因此提供了快速交貨選項,致力於確保您的需求得到及時滿足。無論是大型生產訂單還是小型快速原型,我們都將以高效的作業流程和出色的物流管理,保證您的產品可以準時交付。
客製化訂單-滿足您的需求:
每個項目都有其獨特性,而秝橋精密工業深知客製化訂單的重要性,著重提供高度靈活的解決方案和多種材料加工的選項,以滿足您的特定要求,無論您需要定制零件、特殊設計或者非標準尺寸,都能夠為您提供客製化服務。
線上表單和來電諮詢-方便的聯繫方式:
為了更好地服務您,我們提供了多種聯繫方式,包括線上表單尋物和來電諮詢,無論您身處何處,只需透過網絡或電話,就可以輕鬆與我們取得聯繫。線上表單尋物選項讓您能夠方便地提交需求和規格,專業團隊將迅速回應,提供解決方案和報價。
秝橋精密工業(股)公司專精雷射加工.鐳射加工.成型加工.鈑金箱體.機構.骨架.表面處理
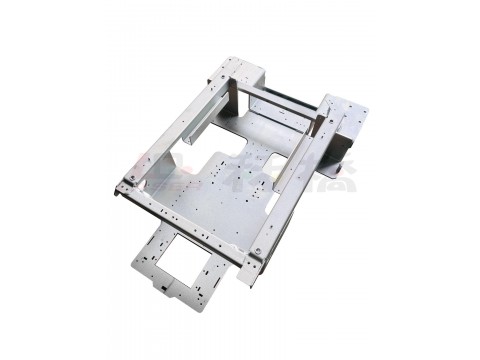
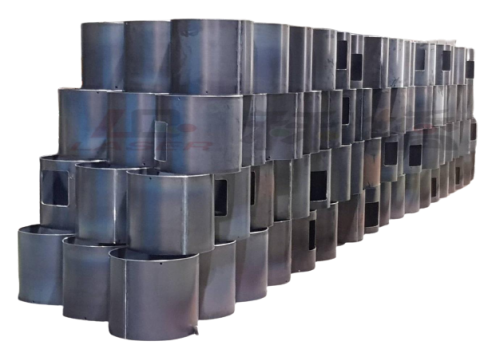
本公司雷射加工實績展示
雷射加工應用在製造業:
包括金屬切割、焊接、打孔和表面處理等方面。
More
檢測自動包裝機架
More
塑料震動動機
More
客製萬向工具機
More
LED檢測機架
雷射加工應用在醫療:
在醫療領域,雷射被用於手術、皮膚治療、眼科手術等。
More
雷射光療機
More
雷射治療儀器
More
雷射光電療機箱
More
生物醫療推車
More
偵測系統檢測機箱
More
生物科技試管收料桶
More
醫療器材
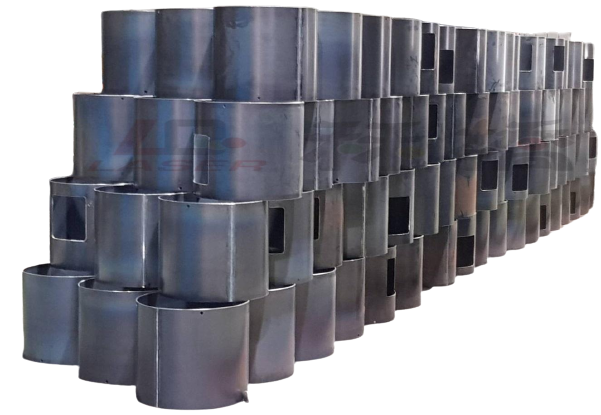
雷射加工應用在通信:
光纖通信中使用雷射進行資料傳輸,以及在製造光纖元件時的加工等。
More
通訊系統內膽
More
軍用通訊鋁蓋
More
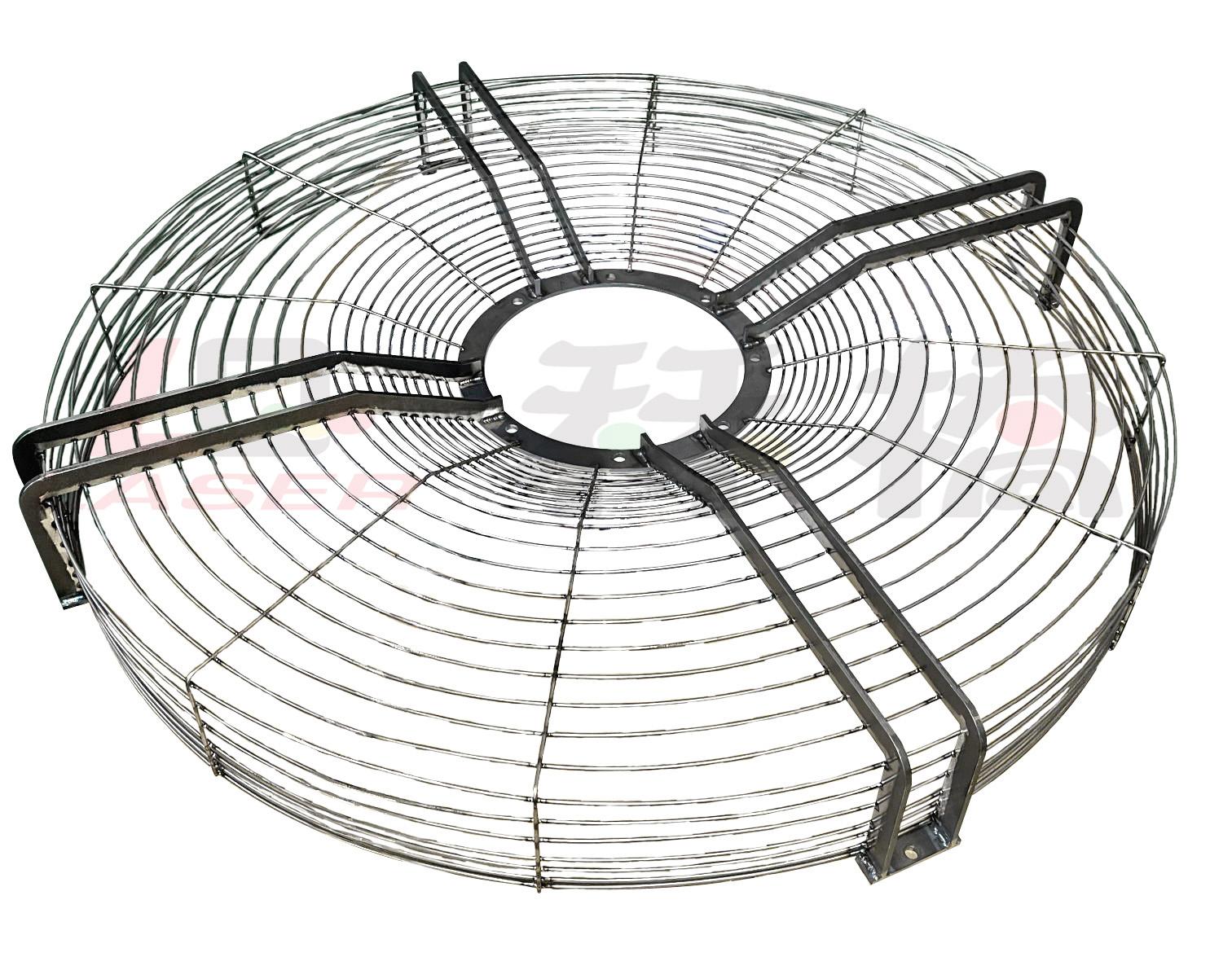
鰭片散熱網
More
超音波震盪籃
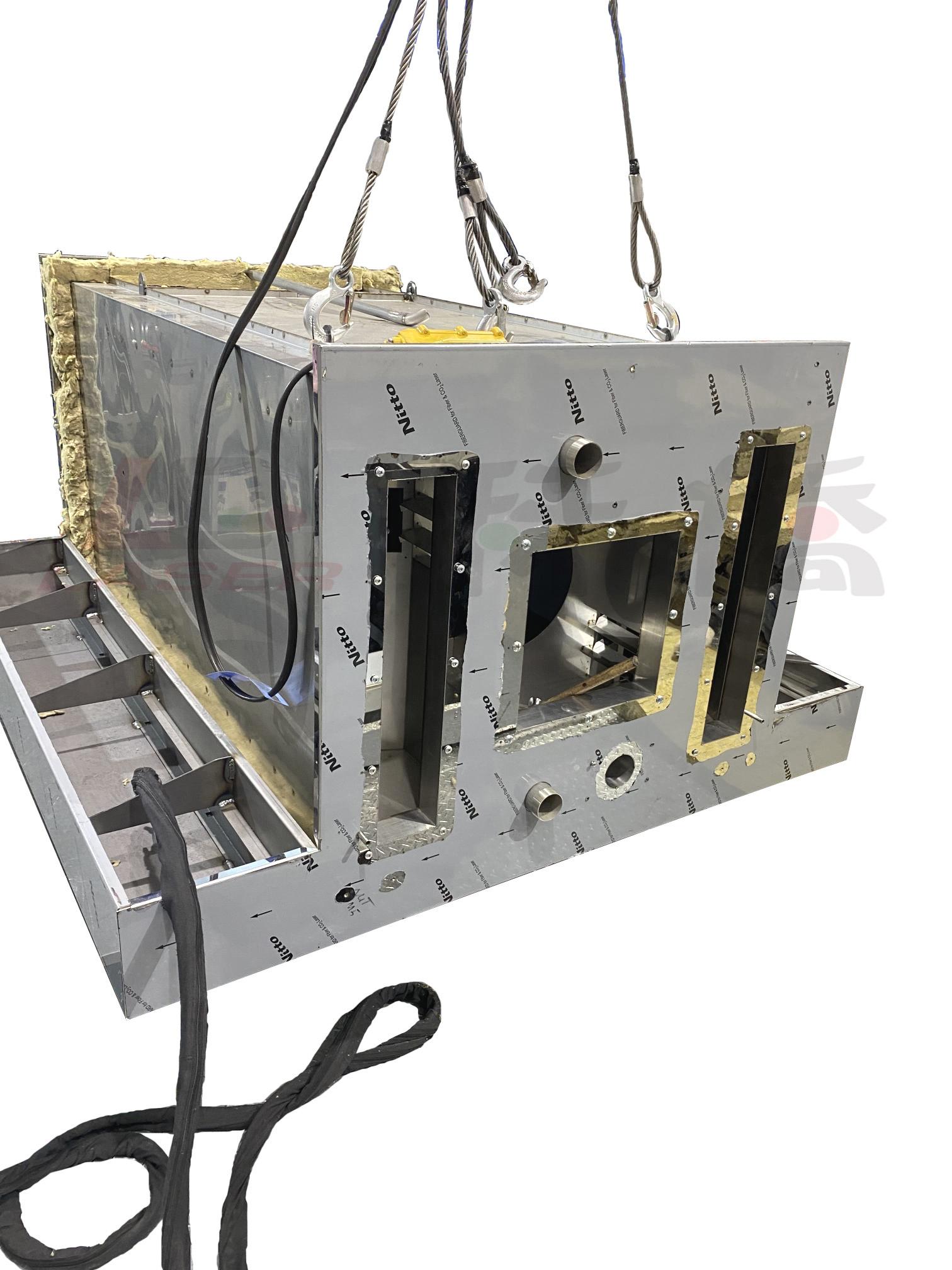
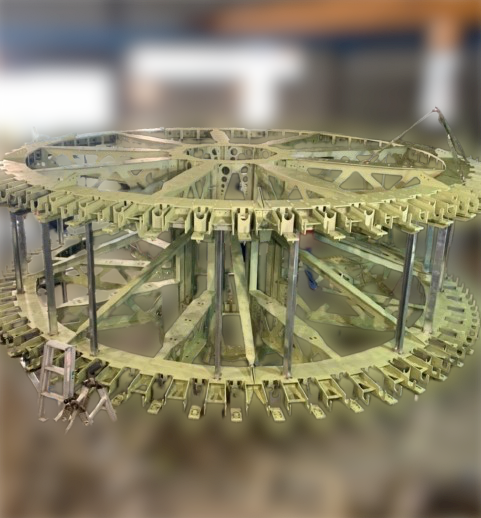
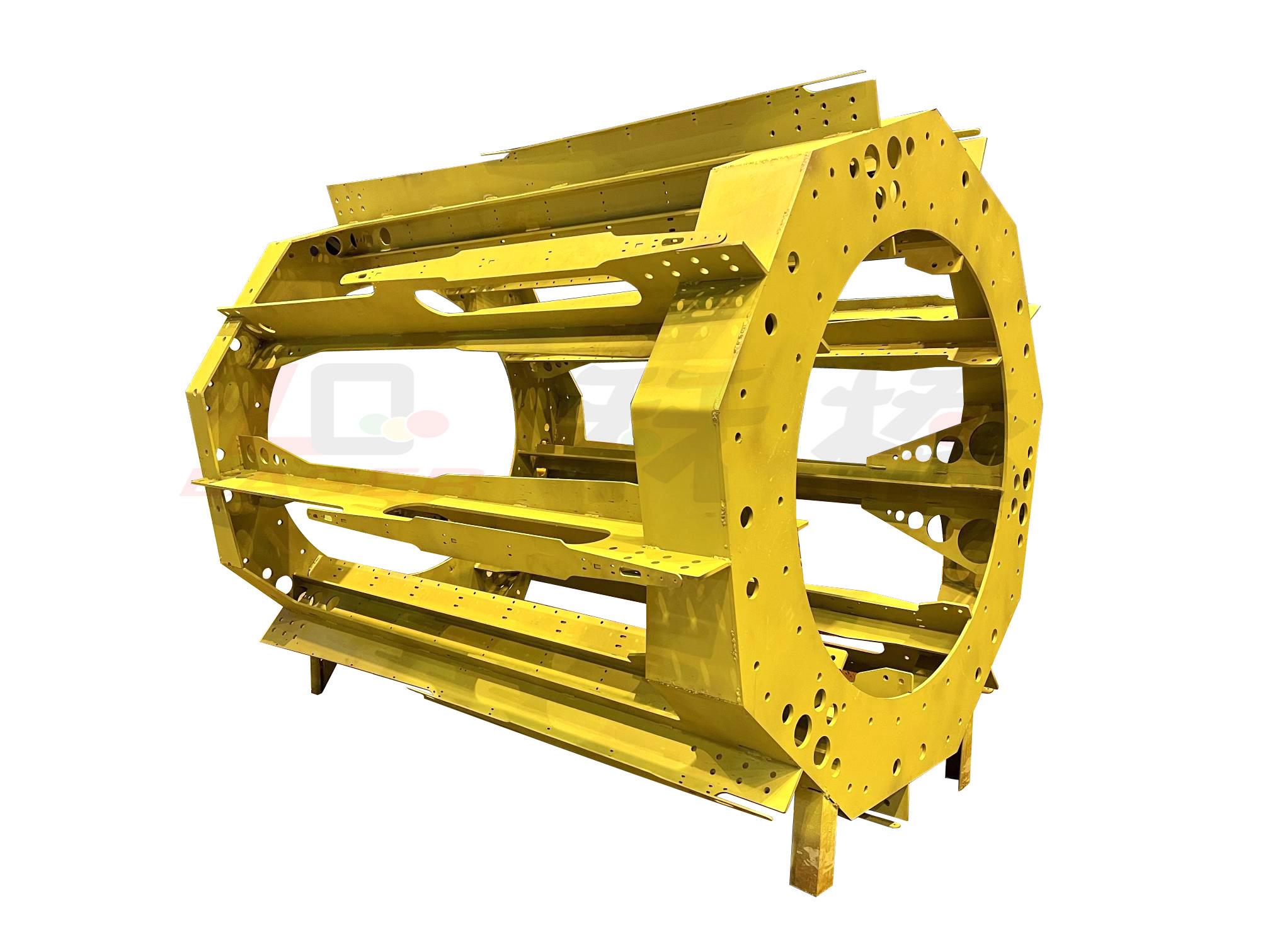
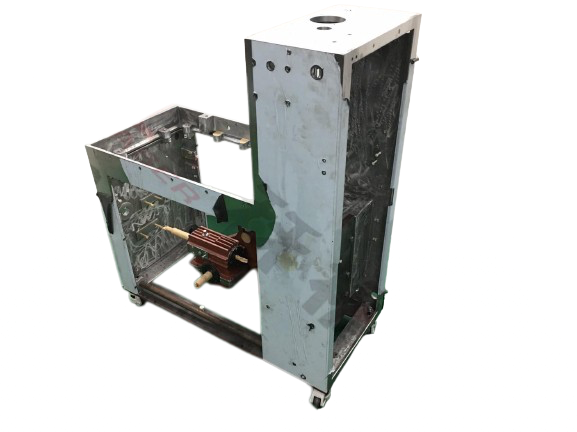
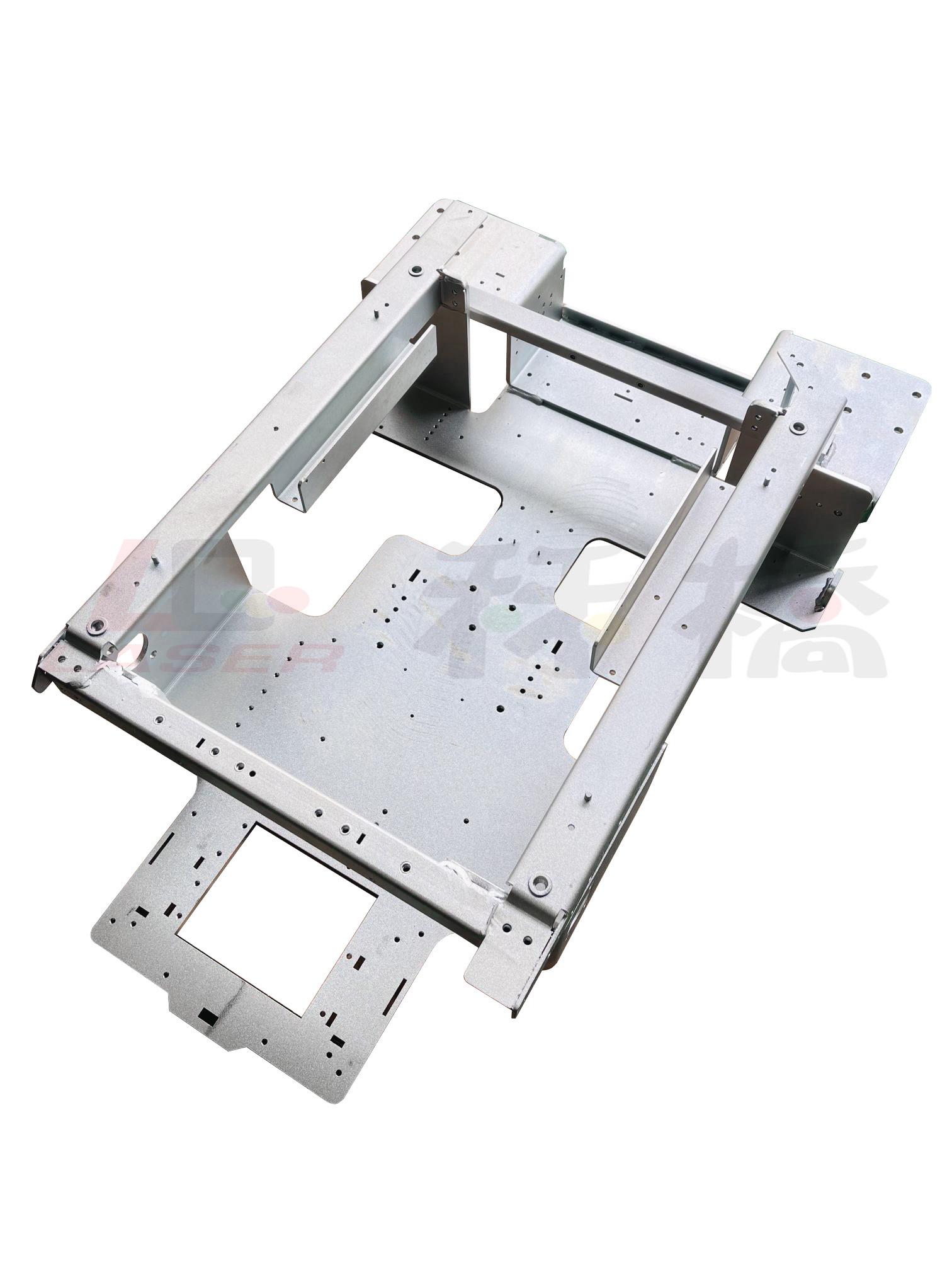
雷射加工應用在半導體製造:
雷射被廣泛應用於半導體製造,用於切割、鍍膜和微加工等步驟。
More
半導體檢測機架
More
半導體晶圓加工機
More
半導體電路板測試機座
More
半導體檢測機架
More
半導體顯微鏡機座
More
半導體封裝機架
More
半導體光學檢測機
More
半導體白鐵晶片烤箱
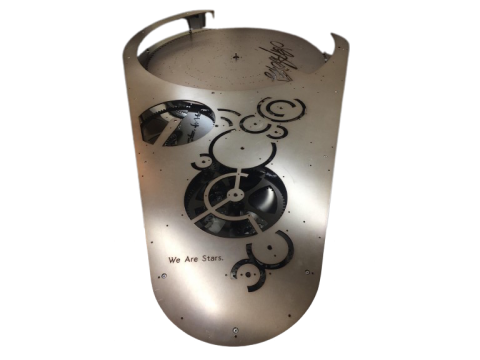
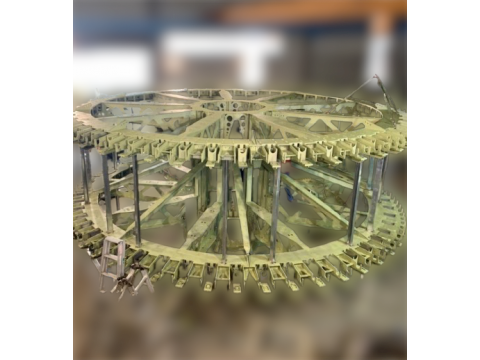
雷射加工應用在藝術與設計:
雷射切割和雕刻技術被用於製作藝術品、模型和設計原型等。
More
展覽館藝術裝置
More
展場藝術燈機構
More
創意燈飾機構
More
博物館歷史時鐘互動機構
More
藝術創作地球儀
More
展覽館連動花燈造型機構
More
展覽場造型底座
More
機場造型環球藝術機構
雷射加工應用在汽車工業:
用於汽車部件的切割、焊接和標記等。
More
管製車架
More
維修工程車架油箱
More
巴士設備支撐架
More
工程車管架製品
More
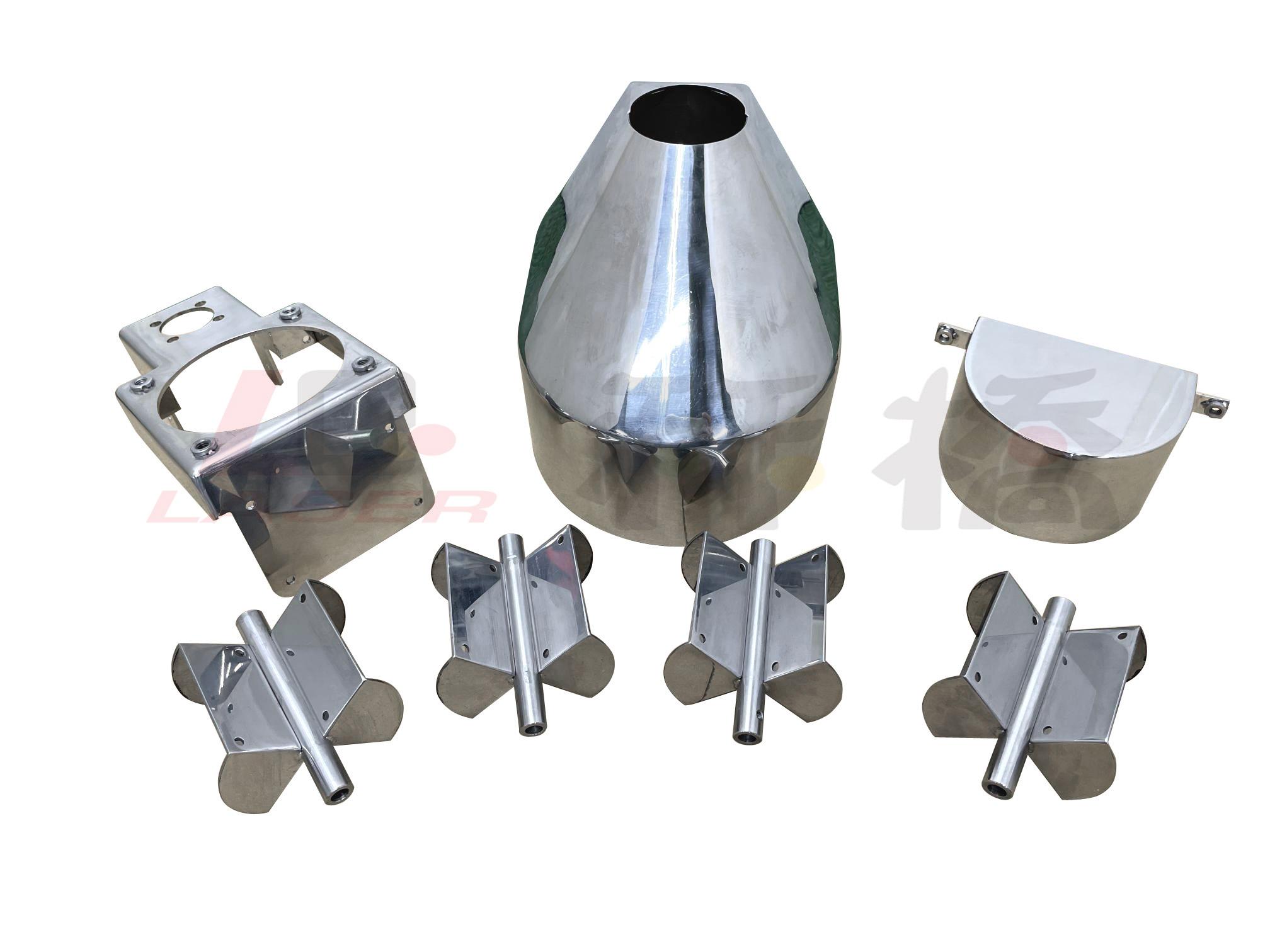
特殊車改裝精品
More
汽車風扇罩
More
汽車精品
More
重機改裝品
More
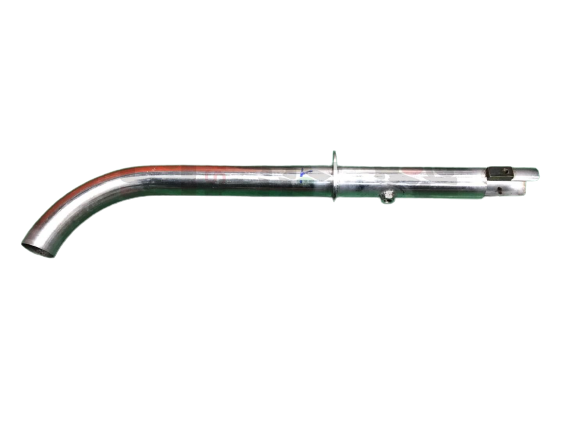
軌道機把手
More
轉軸桿
More
引擎拉桿改裝
More
排料管
雷射加工應用在電子產品領域:
在生產電子元件和印刷電路板時,雷射加工也有廣泛應用。
More
自動螺絲機護蓋
More
軟膏封裝機架
More
掃描機底座
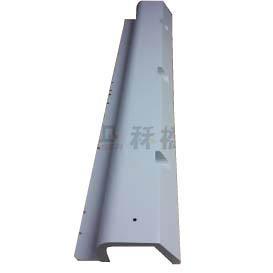
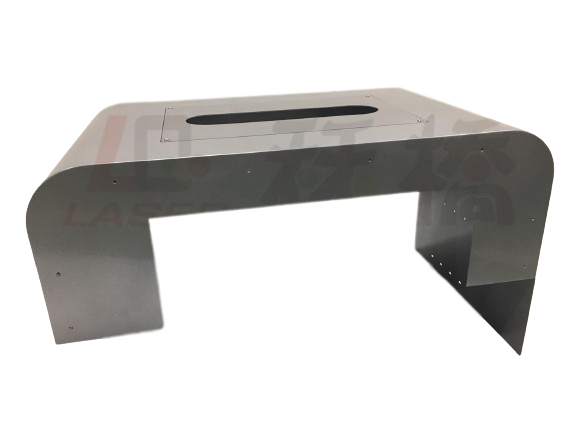
More
U型護蓋
More
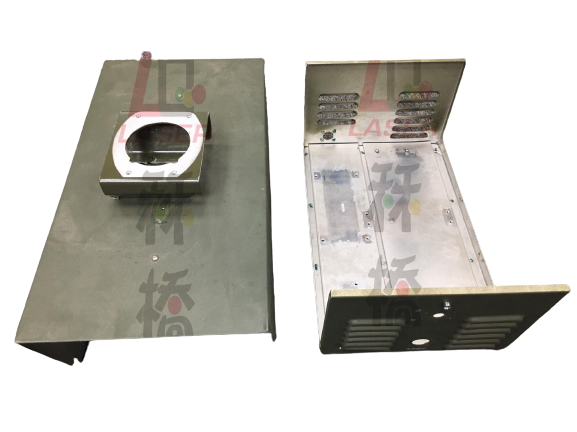
斜角護蓋
More
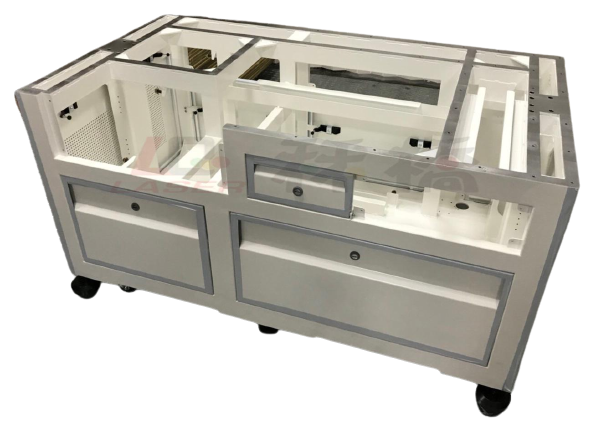
機架箱櫃
More
無人搬運車機架
More
內膽桶蓋
雷射加工常見材質
SS材質SPHC(SS400為主流):
熱軋鋼板的一種。由於是容易生鏽的材料,因此需要通過電鍍、噴漆、染黑等表面處理進行保護。
PO(酸洗料):
又稱酸洗鋼板,沒有附著在熱軋鋼板表面的氧化膜。
SPCC(拋光材料):
一種冷軋鋼板。它是由熱軋鋼板進一步冷軋製成的。
SECC:
一種電鍍鋅鋼板。它是一種鍍有電子元件的冷軋鋼板。平均鍍膜厚度約為 2 至 25 µm。
SGCC(錏板):
熱浸鍍鋅鋼板。熱鍍鋅冷軋鋼板。平均鍍膜厚度約為 50-100 µm。
SK5/SK7素材鋼板:
磨光鋼帶、製造精細厚度均勻,公差極少光滑如鏡,適合於:刀片、發條、錶帶、筆尖、鍊條、彈簧板等,紡織零件、百葉窗、打火機及各種機械零件等。
不銹鋼板:
不銹鋼是一種具有優良的機械性能、耐火性、低溫特性、韌性、可加工性等,包括耐腐蝕性能的材料。
雷射加工的優缺點:
優點:
高精度:
雷射加工可以實現非常高的精度和細微加工,適用於精密製造。
非接觸加工:
由於是使用光束進行加工,因此不需要物理接觸,避免了材料的損壞。
無切削力:
與傳統切削加工方式相比,雷射加工不產生切削力,減少了材料變形的風險。
適用於多種材料:
雷射可以加工多種材料,包括金屬、塑料、玻璃等。
自動化程度高:
可以與電腦控制系統結合,實現高度自動化的生產流程。
缺點:
高成本:
雷射加工設備的投資和維護成本較高。
材料選擇受限:
雷射加工對材料的吸收性有一定要求,某些材料可能不太適合。
加工速度較慢:
對於大批量生產而言,雷射加工的速度可能較慢。
安全風險:
需要嚴格的安全措施,以防止光束對人體造成傷害。
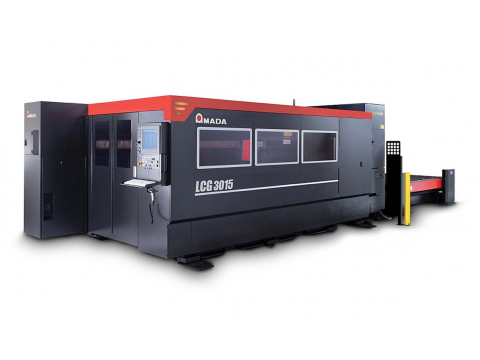
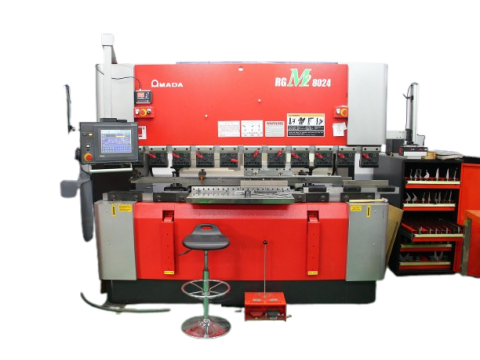
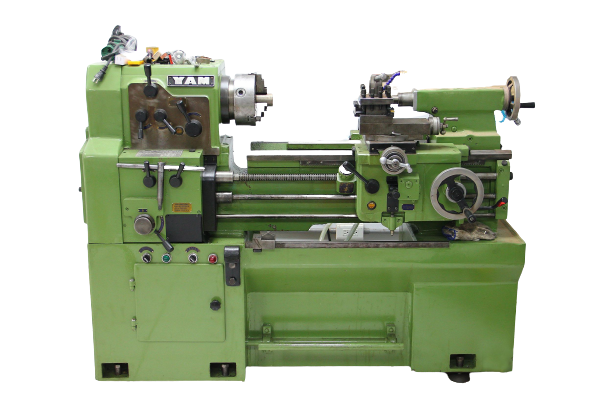
雷射加工相關生產設備:雷射切割、CNC成型加工、板金加工、焊接加工、金屬加工、CNC機械加工處理
More
AMADA LCG3015 雷射加工機
More
AMADA RGM2 1003 CNC油壓折床
More
AMADA RGM2 8024 CNC油壓折床
More
AMADA RGM2 5020 CNC油壓折床
More
100噸CNC油壓床
More
H518 防夾手鉚釘機
More
H1024防夾手全自動鉚釘機
More
氣(油)壓式鉚釘機
More
CNC銑床加工機
More
CNC車床加工機
More
水冷式點焊機
More
SHINBU手持式光纖雷射焊接機
More
弧焊機
More
氬焊機
More
KELLY II 焊道清洗機組
More
鑽床
More
自動鑽床
More
齒輪式攻牙機
More
KG MAKER 手拋機
More
懸臂式自動鑽孔攻牙機
More
切斷砂輪機
More
布輪拋光機
More
砂輪機
More
2.5D影像量測儀
瞭解更多雷射加工知識
什麼是雷射切斷機制?
雷射切割、排版與轉程式技術
影響雷射加工性能的因素
雷射加工常見的不鏽鋼材料




























































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}